毎度毎度〜。さって今回もやって来ました、管理人の独断と偏見で理論と方法を押し付けるこのコーナー(何
今回はですね…またちょっとハイブローなお話となりますが、クランクシャフトの芯出しについて語りたいと思います。
コレ、クランクケースを割って組める程のスキルがある方なら、是非習得しておくべき物かと思います。
実際の作業はかなり神経と頭を使う難作業ですが、計測方法のみでも覚えておいて損にはならない事かと思いますよ?
と、実際に「芯出し」といいましても…最近の純正&社外品のクランクシャフトなんかは、結構な精度が出てる物だったりします(汗
なので…実際の計測数値で言いますと、片側で100分の3ブレている物を1000分台に突入させるといった感じになりますね。
しかし…100分の3の精度の物と1000分の8の精度の物を実際に比べると…まず間違い無く体感が出来るかと。
これはパワーが無ければ無い程顕著に現れる物ですので、やはり高性能エンジン作成の基本と言っても良いでしょう。
他のコンテンツでご説明している、「クランクの組み方」でちゃんと「セリ」を出したとしても、偏芯して回転しているクランクシャフトにブレがあると、やはり良い方向には向かない物ですからね…
※注意!!
通常は「クランク一回転分でのダイヤルゲージの数値÷2=クランクの振れ幅」と表記しますが、
私は当サイト内では全て「ダイヤルゲージの数値=クランクの振れ幅」として表記していますのでお間違え無き様に…
一般的には、クランク1回転で100分の6ゲージが触れると「100分の3のクランクのブレ」という解釈…のハズですので。
…なので私の言う「精度」は、通常の2倍というコトになるのかもしれません(汗
さて、ここからは具体的な手法をご説明致しましょう。
まず必要な道具ですが…
●ダイヤルゲージ (出来れば1000分の1単位の計測が出来る物、ミツトヨ製等)
●マグネットベース (最低限度の精度があればOK、出来ればダイヤルゲージと合わせて2セットあると便利)
●検芯台 (これは専用台を製作するか…山田商会製品「芯出す蔵」をおすすめします)
●銅ハンマー (出来るだけ重くて大きい物)
●ごつい皮手袋 (古いグローブでも可)
といった所でしょうか。
あ、私は現在では基本的に、計測精度の出しにくい「Vブロック」は使用しません。
これはクランクシャフト末端までが長く、「シャフトの曲がり」も判断しなければいけないスクーターのクランクシャフトに対しては、あまり有効な計測方法とは言えませんので。

これが私のクランクシャフト計測風景です。
…クランクマウント方向が逆とか作業台がビールケースとか言うのは無視の方向で(笑
これは「芯出す蔵」を作成して頂いた時の「参考写真」ですので、本当にこんな状態で計測しているワケではありませんよ(汗
ちなみにこの計測方法は「両端支持計測」ですが、真ん中に見えているVバンク部分はこの場合関係ありませんので…
とまあ、ご存知の方もいらっしゃるかと思いますが、これが「芯出す蔵」です。
真ん中のVバンク部分でのベアリング点支持計測と、両側のテーパーアタッチメントでクランクを空中に支持した状態での両端計測が行えるという、画期的な製品ですね。
普通は「両端支持計測」が行える機械ですと、無茶苦茶に高価だったりしますからね〜
…実はこれの基本設計者は私なんですが、長年の夢と使い勝手を全て盛り込んで作成して頂いた神職人の山田さんには感謝ですよ〜
(ちなみに現在はVバンク支持部分固定部が長穴仕様になっている上、テーパーアタッチメントを工具要らずで開閉出来る様に進化しております)
と、宣伝を終えた所で(爆
そろそろ本題に入りますが…まず最初に、クランクの「ブレ」とは何かをご説明致しましょう。
これは基本的に、「左右のクランクウェブのズレ」を指します。
クランクシャフトとは、単気筒の場合ですと、シャフトの生えているクランクウェブが対向に存在し、クランクピンで繋がっています。
もちろんこのクランクピン自体は、コンロッドが装着される為に、ウェブの中心部にはまっている物ではありません。
ですので、いくら精度を出してクランクピンをウェブに圧入したとしても、左右のウェブの形状やピンへの刺さり具合はバッチリとはいかないんですね。
元々重量配分や形状が偏芯している上、回転させた状態で色々な方向に「ブレ」があったのでは、まともにエンジンを回す事は難しいでしょう。
もちろん、スクーターの基本構造としまして、「駆動系側のシャフトは特に長く、負荷がかかりやすい」と言う事もありますので、「お互いのウェブそのもののブレ&ズレ」では無く、「シャフトの曲がり」も存在するんですね。
これは目で明らかに見て分かる程ならもうクランクベアリングは長くはありませんが、こうなっていた場合修正は絶対に不可能、と言う事も覚えておいて下さいませ。
これは特にホンダに多いですが、フェイスを外す為に少しでも無駄な力をクランクシャフトにかけてしまうと、あっさりと曲がってしまう物ですからね…
こういった「シャフトの曲がり修正」と「クランクウェブのブレの芯出し」とは全く違った物である、と思って下さいね。
ではまず…そうですね。基本的にはクランクシャフトの「シャフト」の外周にダイヤルゲージの測定子を這わせて計測する物ですので、まず便宜上の「計測点」を決めましょうか。
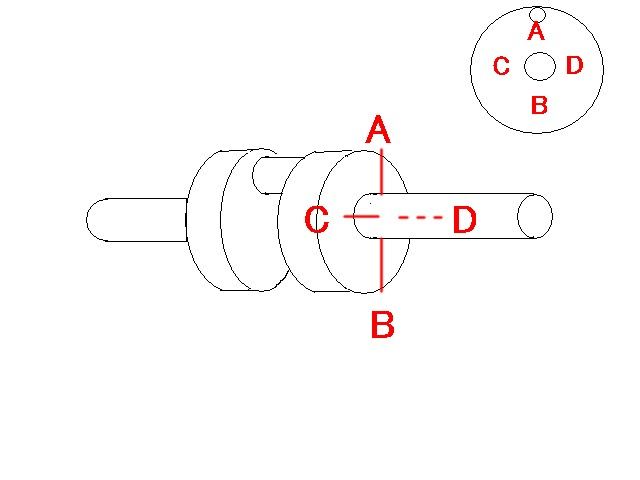
クランクピンを頂点と仮定し、その点を基準にクランク回転で90°ずつ、ABCDの4点として設定しましょう。
基本的にこの4点を基準とし、ダイヤルゲージを読み取って行く事になります。
そして、クランクシャフトを目の前に置いた状態だと、手前側(自分側)に「C点」があるという前提でお話を進めますね。
もちろんクランクシャフトが回転すると、手前側にあるのがC点とは限りませんので誤解無き様に(汗
これを決めた所で…基本である計測方法、「Vブロック方式」の計測方法をご紹介しましょう。
まずVブロック自体を置く台は定盤が理想ですが…ガラス板を数枚重ねた物でも良いですよ。
ベースマグネットがくっつかないというデメリットもありますが、ガラスというモノは日常用品の中ではかなりの精度で面が出ている物なので。
当然、Vブロックもちょっとやそっとでは動かない様に固定するのが良いですね。
そしてダイヤルゲージもシャフトに対し90°に測定子が当たる様にセットし、測定ポイントにもちゃんとマーキングしましょう。
…といいましても、個人的にはこの方法はあまり好きではありませんのでとりあえずの解説、と言う事で(笑
基本的にこの様にマウントします。
(黒いのがVブロックだとお考え下さい)
Vブロックはクランクシャフト自体を「点」では無く、ほぼ「線」で支持してしまう物ですので、こういったマウント方式を行う場合は、Vブロックの位置やクランクの置き場所が絶対にズレないようにしましょう。
さもないと…クランクシャフトを叩く為にVブロックから持ち上げた時、同じ場所に戻せないのでは…計測精度の点ではいまいちとなりますね。
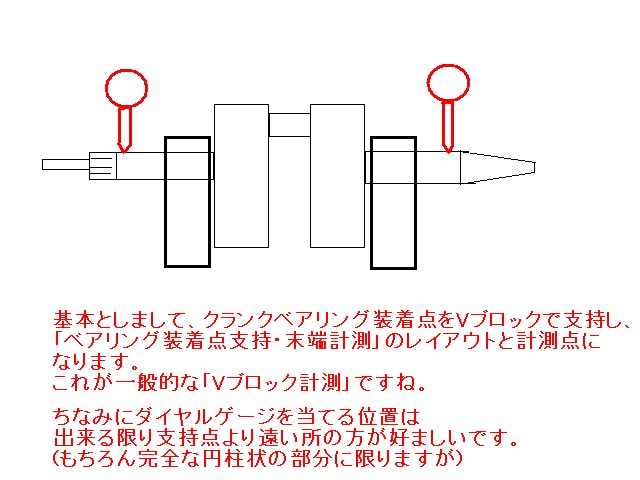
この様に、ウェブ本体のギリギリまでVブロックを近づけてマウントし、その上で、ダイヤルゲージの計測点は、
クランク支持点より出来るだけ遠ざけましょう
これ、実はとても大事なんですよね。
何故かと言いますと…もしクランクにブレがあった場合、クランク支持点から見て、クランク先端(末端)に計測点が移動すればする程、ダイヤルゲージに現れる「振れの数値」は大きくなるからなんです。
「支点」より中心側のブレの影響は、「支点」から遠ければ遠い程、大きくなる訳ですね。
(これは左右のウェブのブレの場合であって、シャフトそのものが曲がっていては当てはまりません)
ですので…クランクシャフトのベアリングが入る部分を「支持点」とし、その真横1cmの所を計測したのでは、まず100分の1のダイヤルゲージで読み取れるLVの数値では出ません(笑
そんな「近い」所を計測して芯出しを行った所で、そんな物は「芯出し」とは呼べませんよ?
仮に、支持点から1cmの所で1000分台の精度が出せていたとしても、支持点から5cmの所を計測すれば100分の8位ブレてる事がありますからね(笑
では実際の計測&修正に入ります。
まず…クランクを回転させてシャフト部を計測し、ダイヤルゲージが一番高い数値を指す所を見つけましょう。
その部分が、物理的にクランクシャフトがズレている部分であり、180度反対側は一番「低い」数値が出るはずですね。
上図でのA点が一番高い場合だと、基本的にクランクはこう歪んでいます↓
 …ちょっと絵がズレてますが、赤い部分が「A点で高い数値が出た」クランクとなります。
…ちょっと絵がズレてますが、赤い部分が「A点で高い数値が出た」クランクとなります。
これはクランクピンを支点とし、左右のよじれは全く無く、クランクウェブが両側とも均等に「ハの字」に開いている状態ですね。
実際の計測では、こんなに上手く「ハの字」もしくは「逆ハの字」になっている事はめったにありませんが(笑
通常はこの「開き」に加え、ウェブを真横から見た場合の「ズレ」もあるので、両側のシャフトとも同じ位置で数値が最大&最小になる事は無いです…
そして実際は、こういった「開き&閉じ」状態でも両方のウェブが均等に開き&閉じているワケではありませんので、その辺りはダイヤルゲージとの格闘になりますね。
で、まずこういった状態の「叩き方」ですが、基本的にクランクを叩く時には、
絶対にクランクピンの周辺部のみを叩く
のが基本中の基本となります。
元々クランクピンへの圧入のズレによってクランクのブレは起こりえる物なので、クランクピン周辺以外の所に力を加えることはありえません。
いくら「ピン側が狭くなっている」という計測結果が出ても、180°逆側(B点側)のウェブをぶっ叩いたりしてはいけませんよ?
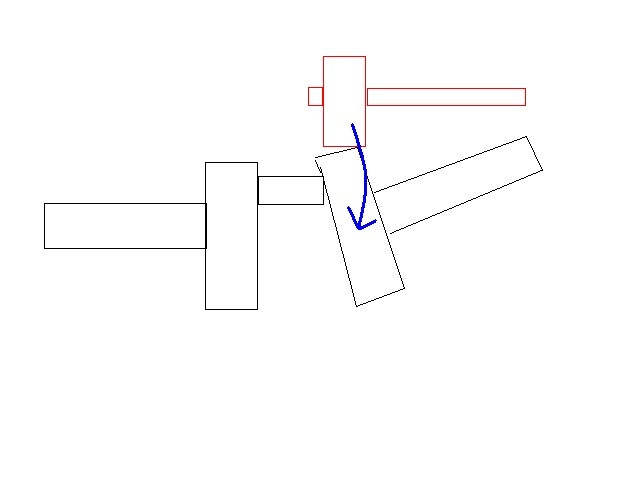 こんな感じですね。これはB点側が「開いて」いる状態ですので、A点側のクランクピンの上側を叩くんです。
こんな感じですね。これはB点側が「開いて」いる状態ですので、A点側のクランクピンの上側を叩くんです。
これも微妙な感覚なんですが…ウェブ本体を「ずらす」感じで力を込めれば上手く行くかと思いますよ?
青矢印の様に叩きの衝撃が伝わるようにしましょう。
実際はこんなに片側のみが開いているという事はありませんが、「開き&閉じ」の修正は、よほど慣れない限りは片側ずつ行っていくのが良いでしょう。
ダイヤルゲージ2機がけは頭がこんがらがりますのでね(笑
なお、ウェブを「叩く」時には、分厚い皮手袋をはめた手で、叩く側とは反対側のクランクウェブをガッチリホールドします。
そして、ブレの度合いにもよりますが、銅ハンマーでの一撃は、ウェブにHITしてもハンマーを離さず、そのまま衝撃がウェブに向かって貫通する様にしましょう。
そうですね…打撃音的には「コーン」という感じでは無く、「ゴツ」といった感じで叩ければ理想的です。
耳が痛くなる程の音が出ればもうかなり良いLVかと(笑
…もちろんクランク持ち手側の手はすさまじい衝撃を喰らいますので愛と勇気の他に筋力と体力も必要ですが(爆
 参考までにどうぞ。
参考までにどうぞ。
この銅ハンマーは新調したモノですが、予算の都合で…質の良い物を選んだ代わりに小さいので_| ̄|○
もっとでかい物の方が叩く回数も減らせますので良いですよ(笑
ちなみに台の上とかにクランクを置いて叩くのは絶対ダメです。
反対側のウェブまで衝撃が伝わったのでは、反対側のウェブまでズレてくる恐れがありますので…
そして今度は逆の状態、B点側が「閉じて」いる状態ですが。
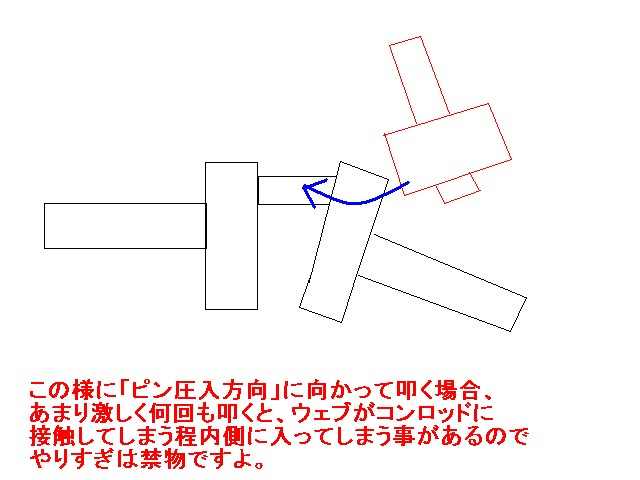 これはクランクピンの「横側」を叩きます。
これはクランクピンの「横側」を叩きます。
ちょうど、上の写真の様な所を叩くのですが…この場合特に注意しないと、ヘタに叩きすぎるとウェブにピンがどんどん圧入され…
最悪、コンロッドが動かなくなってしまう場合もありますので。
なので、このピン側を支点にクランクが「閉じて」いる場合、運がなかったと思う他ありません(泣
…しかし中古クランクだと結構な確立であるんですよねコレ_| ̄|○
もしそうなった場合、クランクピンを抜くしかありません。
これはプレスが無いと難しいですが…通常、そこまで叩いても芯が出せないボロクランクなら全力で田んぼに投げた方が身の為ですよ?
ではでは。
とりあえずこれで一区切り、単純な「開き&閉じ」の修正はお分かり頂けたかと思います。
次に…「クランクウェブのブレ(ズレ?)」の修正についてご説明致しましょう。
(この場合の「ズレ」とは、ウェブを真横から見て手前側と奥側のウェブが歪んでいて同一線上にない、と言う事です)
ちょっと作業順序が前後しますが、本来は「開き&閉じ」の修正の前に、こちらの「ウェブのズレ」の修正を行った方が良いかと思います。
開いていてなおかつウェブにズレもあるクランクだと、実際のダイヤルゲージの「一番高い所」は、ABCD点の90°間隔で現れるワケではありませんから…
「A点とC点」の間が一番高い数値を指す、という事はザラですのでね。
ではここで、「左側のウェブが、C点側方向にズレているという状況だと仮定した図をどうぞ↓
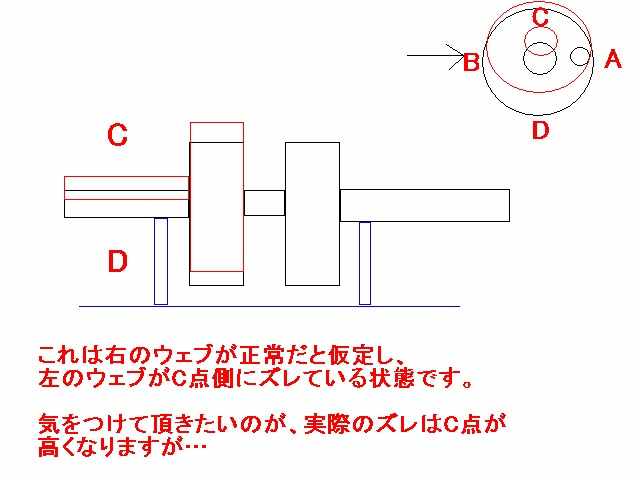 こんな感じになるのですが…ここで絶対に間違えてはいけない事を一つ。
こんな感じになるのですが…ここで絶対に間違えてはいけない事を一つ。
この様に、実際にクランクを中に浮かせた状態だと、左側のシャフト&ウェブが右側よりも「高く」なるのが普通です。
が、この図では、実際にはクランクシャフト左側部分がVブロックに接触していませんよね?
右側のみが正常なので、右側だけはきちんとした正位置に「マウント出来ている」訳ですが…
これにとても間違いやすいツボがあるんですよ。
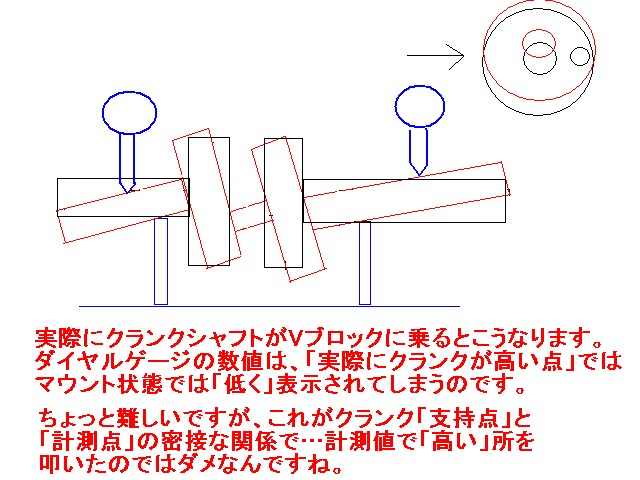 赤い部分が、実際にVブロックにマウントされているクランクの状態です。
赤い部分が、実際にVブロックにマウントされているクランクの状態です。
これがクセモノで…Vブロックマウントである以上、実際の計測数値が反転するという罠がありますね。
右側ウェブが正常でも、偏芯しているクランク形状により、左の支点側より左側部分のシャフトは、右側が正位置だと、「高い方向にズレているシャフト」が、逆に「下降する方向」にマウントされてしまうんです。
…すんげー分かりにくいですね(泣
とまあ、絵がヘタクソなのでいまいちお伝えしにくいのですが…左側のマウント位置とクランクシャフトの「現在の形状」を良く見比べて頂きたいです(汗
実際C点側が一番「高い」事に関しては物理的に変わりはありませんが、Vブロックマウントだと一番高い数値が出るのは「D点側」となります。
ですので、「叩く位置」に関しては、一番高い計測値の出たD点側ではダメだと言う事ですね。
 と、計測にて「実際の高い点」が判明してしまえば、これを修正するのは簡単です。
と、計測にて「実際の高い点」が判明してしまえば、これを修正するのは簡単です。
単純にクランクピンの位置から、高いC点側を押し下げる方向に叩けば良いんですね。
ちなみにC点側のウェブを直接叩いても良い事は良いのですが…まず上手く叩けないかと思います。
…私もこれは仕上げの微調整以外ではなるべくやらないようにしていますが、本当に「突き抜けて」反対側が高くなってしまう時がありますので(笑
さて…これで「ウェブの開き&閉じ」、そして「ウェブのズレ」の両方の状態を修正する事が出来ますね。
実際には先に「ウェブのズレ」を修正してから「ウェブの開き&閉じ」の修正に入った方が、クランクピンの真上&真下で「高い点」が現れるのでこんがらがらなくて済みます(笑
とはいいましても、実際はABCD点にぴったり「高い位置」が出る訳ではありませんので、そのあたりはさすがに経験と3次元的な物の見方が必要となってきますよ?
(クランクピンが変に曲がっている場合ですと、上記の様に「逆転の計測値」が上手く出ない場合もありますが、そういった場合は叩いてみて曲がり方向を判断するしかありませんね…)
ではひと段落ついた所で…今度は「両端支持計測方法」の解説など。
これは文字通り、クランクシャフトの両端を針の様な物でマウントする方法です。
例の「芯出す蔵」ならば…以前は高級機器が無いと難しかったこの「両端計測」を実現してくれますので…
現在ならばこの方法もDIYで行える、という解釈でご説明させて頂きますね。
いや〜「芯出す蔵」の発案者って素敵で(PAN
ではまず両端計測のメリットですが、具体的には下図の様になります。
 図の通り、両端計測だとVブロックマウントでは判断出来ない「ブレ」を測定する事が可能となります。
図の通り、両端計測だとVブロックマウントでは判断出来ない「ブレ」を測定する事が可能となります。
もちろんクランクシャフトそのものが曲がっていない事が大前提ですが、「支持点」から「測定点」までの距離が長ければ長い程、「軸としてのブレ」は如実に数値に現れる訳ですね。
…軸の外周を支持するのと中心を支持するのではちょっと理論が異なったりもするのですが、全体的な精度を求めるのなら末端同士のマウント方法が良いに決まってます(汗
「左右の軸の中心点」が一直線にならなければなりませんからね。
この様な違いのあるVブロックと両端支持ですが、実際にヤマハのクランクなんかをVブロックに乗せると良く分かるのですが。
駆動系側のシャフトなんか、すぐにスプラインがあるので、支持点から計測点までは2cmもありません(笑
…しかしヤマハのマニュアルでは、「ベアリング装着点を支持し、ブレは100分の3」となっていますが…左側のシャフトなんか支持点から2cmの所で100分の3ブレても良いって事でしょうかね(笑
「計測点」が書いてないんですよね…あ、ちなみにホンダはちゃんと書いてますよ。
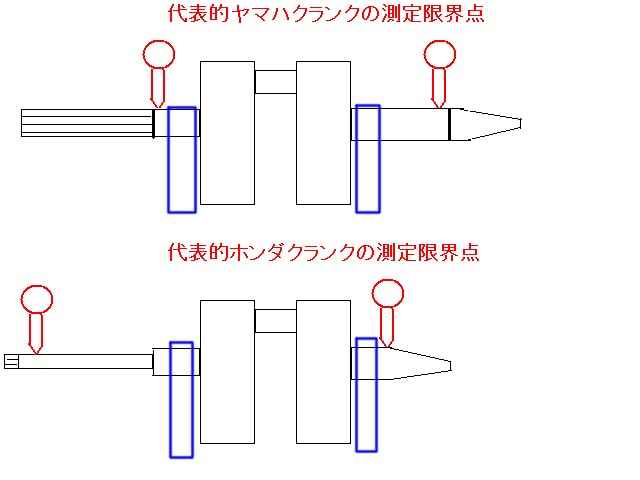 ここで毎度の比較ですが…ヤマハはスプラインのおかげで、Vブロックマウントだと左側シャフトの計測はまずまともに行えません。
ここで毎度の比較ですが…ヤマハはスプラインのおかげで、Vブロックマウントだと左側シャフトの計測はまずまともに行えません。
ここで計測しろ?と言う事は…ヤマハはクランクの精度に対しては絶大な自信があるのでしょうか…ってその通りなんですけどね_| ̄|○
個人的な経験ではホンダの精度とは比べられませんよホント…
で、Vブロックマウントでヤマハ左側シャフトが無茶苦茶にブレていた数値が出た場合だと、右側クランクのブレの影響で左もブレてる、というコトにもなる訳ですよ。
これだけ見たらホンダクランクの方がVブロックマウントにおいては計測しやすいですが…右と左のシャフトを「同じ計測点」で計れない時点でちょっとどうかと(汗
もちろんどの位置を測定しても均等にブレている、もしくはブレが無いのが製品としては理想ですが、世の中そんなに甘くありません(汗
新品で無い物の「補正」を行う場合だと、わずかな「シャフトの曲がり」を許容範囲とする場合もあるかと思いますので…
出来るだけ「曲がり」に影響されない方法で計測出来るのが一番ですからね。
「両端測定」だと、シャフトが曲がっていれば余計に分かりやすくもなりますので…
…だんだん何を言っているか自分でも分からなくなってきましたので(爆
話を元に戻しますね。
両端支持の場合、精度の他に、計測方法においてもひとつメリットがあります。
上でご説明しました「C&D点が高い場合、計測数値が逆転すると言う事を防げる」んですよ。
この両端支持だと、具体的には下の図の様なクランクのマウント方式になりますので…
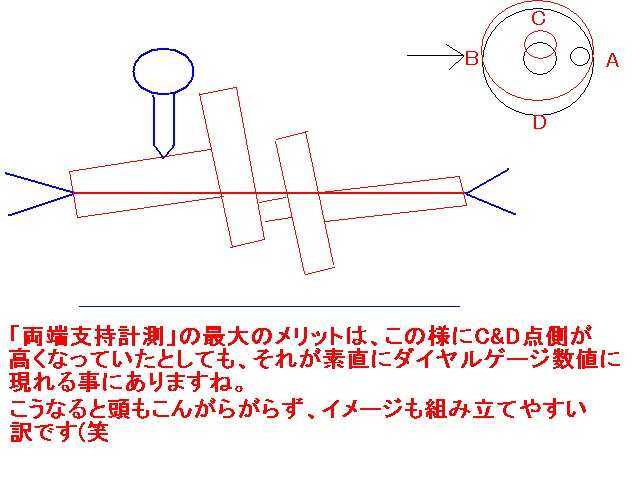 両端支持の場合、クランクのマウント位置はこうなります。
両端支持の場合、クランクのマウント位置はこうなります。
Vブロック支持とは違い、C点が高い場合でもちゃんとダイヤルゲージは時計回りに反応しますよ(笑
これだと、素直に「高い点」をぶっ叩けば良いので時間の節約にもなりますね。
…しかし私も最初はこれに気付かず悪戦苦闘したものですよ(遠い目
と、Vブロック計測との違いがここにあります。
そしてもうひとつ…両端計測の場合だと、A&B点側が高い「開き&閉じ」の場合だと
「A&B点が高い場合、計測数値が逆転する」コトになりますのでお気をつけ下さいませ。
こちらは「ウェブのズレ」ではなく、まだ分かりやすい方向への「数値の逆転」なのでまだマシですが(汗
…おそらく他にも細かい所では…支持点の違いによる振れ具合の差とか、色々とあるのでしょうが私の脳味噌では分析しきれません(断言
と、無茶苦茶長くなりましたが…とりあえずこの辺でケリをつけたいと思います(汗
正直、これ以上は私の脳味噌が持ちませんので_| ̄|○
最後に捕捉コーナーですが…
一応基本的な計測方法と叩き方は書いて来ましたが、実際の計測だとこんなに上手く分かりやすくクランクがブレているなんて事はまずありえません。
最初にシャフト左右、両側を計測しておくのが基本なのですが、左はA-C間が高いのに右はD点が高いとか…
この様な場合だと、クランクピンを支点として、ウェブが「ひねられている」可能性がありますので、分かる範囲で少しずつ叩いて行くのが無難です。
もちろん新品クランク等でも、あまり回数を叩くのは絶対に良くありませんが、中古の再生等だとある程度はやむを得ないとも私は思っていますよ。
ちなみに両端計測で激しくブレているクランクシャフト…仮に100分の20とかブレていた場合、何度も叩けば修正は可能ですが、そんなにブレている物だと修正してもすぐに元に戻ってしまう事があります。
そういう「悪いクランクシャフト」だと、修正するだけ時間の無駄ですので…Vブロック計測だと100分の1〜2、両端計測だと100分の8程度の数値なら許容範囲でしょう。
それ以上のブレがあるクランクだと、少なくともレーシングエンジンLVにはなりえませんのでね…
そして個人的な基準ですが、新品を購入した場合、両端計測で「両側シャフトとも」100分の3以内のブレなら、レーシングLVの精度と判断し、1000分台まで芯出しを行います。
あ、もちろんダイヤルゲージでの数値そのまんまで100分の3ですよ?
(100分の8とかブレている場合だと、100分の2位までに芯出しを留めておきますけれどね)
で、そういった場合、クランクを叩くのは5回程度までをリミットとしています。
クランクピンは強力に圧入されている物ではありますが、何十回もウェブを叩いていると、ピンとのはめあいが悪くなる事は間違いありませんので…
これは一概には言えなかったりするのですが、ある程度使ってみてバラして再計測すると、芯出しを行った数値よりあまりにひどくブレている場合もあります。
こういった場合、新品だろうが精度が出せようが、「ブレやすいクランク」と言う事になるので良品とは言えないんですよ・・・
(もちろんこういった再計測を行う場合、エンジン使用時には駆動系やフライホイールの取り付け&外しには細心の注意を払っていないと何の意味もありません)
クランクケースもしかりですが、クランクシャフトもこういった極限の意味での「当たり外れ」がある事を覚えていて頂きたいと思います。
…特に改造されてた中古エンジンなんか酷いものですよ?
「絶対前所有者はプーリー外す時に力の限り足で蹴っただろ…」と思える位ブレている上、シャフト曲がってて使い物にならない事もありますからね…(泣
個人的な経験上、自分で組んだ物以外の中古のライブDio系エンジンだと、クランシャフトが再利用出来るLVだった物はひとつも無かったです_| ̄|○
…この作業、人様のクランクを工賃数千円でぶっ叩く時には、もう緊張しまくっておしっこ漏れそうになるんですよね_| ̄|○
元々100分の1〜2とかしかブレてない物だった場合、そのままふう苦労したぜって顔をしてそーっと箱に入れて返却しようかとも思(以下略
とまあ、今回も色々とうんちくを書き連ねてますが、実際私も、劣化しまくった中古品ベースだと100分の1以上の精度にまで芯出しを成功させるのは至難の業です(汗
新品ならまだなんとかなりますが、スクーターのクランクシャフトの場合、中古品の再生程難しい物はありませんね…
(私のG´の様にクランクピン抜く羽目になったり…)
「芯出す蔵」のおかげで両端計測も自宅で行える様になってからこっち、中古品の再生もスキルの内、として色々と叩いて来ましたが…欲張ってどうにもならなくなる事もありましたので。
皆様もお気をつけ下さいませ。中古の場合は「ある程度」で妥協する事も必要ですよ?
そして…このクランクシャフトの計測&作業方法ですが、これは
す べ て 自 己 流 で す の で
宜しくお願い致しますね。
…このコンテンツ、実は作成には今までで一番時間がかかっていたりするのですが。
やはりイージーミス等があるかと思いますので、もし発見されましたらご指摘下さると嬉しいです(汗